Из этой статьи вы узнаете, как своими силами собрать станок для гибки труб. Также в статье вы найдёте информацию о том, как сделать трубогиб своими руками, видео и чертежи с комментариями по сборке и применению станка. Мы расскажем о нюансах монтажа и поделимся секретами.
Станки для гибки труб необходимы не только в профессиональной, но и домашней работе. Особенно актуальны загибы труб по большому радиусу — из них делают рёбра каркасов теплиц, козырьков, парников. О том, как сделать простые станки для гибки труб, мы расскажем в этой статье.
В чём разница между гнутьём круглых и профильных труб
Трубы прямого и круглого сечения изначально имеют разное назначение — круглые для водопровода (иногда столбов), прямые для каркаса. Поэтому требования к герметичности и сохранности стенки у них разные — круглая труба должна максимально сохранить свойства. В связи с этим упорные колёса и оправки всегда имеют жёлоб под определённый диаметр. Колёса и бабки для профильной трубы имеют либо прямоугольный жёлоб, либо вообще «зуб» по всей окружности. Он подминает внутрь стенку трубы и тем самым сохраняет размеры сечения. Это актуально потому, что прямой профиль загибают под малым радиусом в основном с целью получить декоративные элементы так называемой «холодной ковки».
Профильный трубогиб на вальцах своими руками
Домашний самодельный вариант этого станка схематично взят с заводских моделей . Конструкция максимально упрощена и под силу начинающему мастеру. По принципу работы вальцевые станки разделяют на два основных вида — с пресс-вальцами и с подъёмной платформой (платформами). При этом основная конструкция практически совпадает, разница лишь в том, какой элемент будет задавать радиус арки. Мы рассмотрим простую конструкцию с подъёмной платформой.
 1, 3 — швеллер; 2 — стойки; 4 — вальцы; 5 — петля; 6 — домкрат
1, 3 — швеллер; 2 — стойки; 4 — вальцы; 5 — петля; 6 — домкрат
Для создания станка понадобится три пары подшипников с посадочным диаметром не менее 30 мм — это будет основа вальцев. Также к ним следует подобрать сами валы, чтобы они садились в подшипники (лом, круг, заводские валы, детали авто- мототехники). Остальной материал — швеллер, стальная пластина 10 мм, уголок — можно варьировать в зависимости от имеющихся запасов.
Выполнение работы:
- Взять надёжную основу, например, толстостенный швеллер 100-150 мм длиной 800 мм.
- Из такого же швеллера нужно сделать платформы — два отрезка по 300 мм.
- В 500 мм от одной из сторон вертикально привариваем центральную стойку высотой 350 мм из квадратной трубы или спаренного швеллера.
- Сверху строго горизонтально навариваем неподвижную платформу и заднюю стойку к ней.
- Наращиваем стенки из профильной трубы на высоту 120 мм. Высота должна быть выдержана таким образом, чтобы размер на чертеже был не менее максимальной толщины трубы, которую предполагается гнуть.
- Для создания подвижной платформы нужно сделать петлю. Подбираем трубу и «палец», чтобы входил в неё без люфта. Режем трубу в ширину швеллера и разделяем на три части. Две крайние привариваем к станине, а третью (среднюю) — к отрезку швеллера 300 мм. Монтируем соединение «на палец».
- К обеим частям платформы в 50 мм от края навариваем подшипники с обеих сторон, а также на наращённых стенках. Усиливаем уголками.
Внимание! Следите за соосностью подшипников — перекос не позволит установить вал.
- Устанавливаем вальцы в подшипники. На средний валец монтируем съёмный вороток, например, педаль от велосипеда.
- Под конец подвижной платформы нужно завести регулирующий механизм. В идеале — гидравлический домкрат, но можно обойтись и резьбовым (тяга от станка, нога от лесов). Подъёмник также закрепить к основе на болты.
- По желанию к основе можно приварить лапки для монтажа на болты.
Домашний трубогиб, видео
Гидравлический профильный трубогиб для малых радиусов
Трёхточечный станок отличается от других разновидностей трубогибов не столько приводом (гидравлика), сколько образом приложения усилия. Принцип действия этого устройства предельно прост — участок трубы, зафиксированный упором в двух точках, продавливается в середине (в третьей точке) радиальной бабкой-оправкой с жёлобом, постепенно принимая её форму.
Этот трубогиб удобен тем, что его можно скомпоновать на подвижной платформе с колёсами для транспортировки. Платформа будет нужна в любом случае, т. к. усилие, направленное на оправку, нужно будет компенсировать упором. Давление такой силы можно оказать механическим (резьбовым) либо гидравлическим домкратом.
Для изготовления трубогиба понадобится материал:
- Стальные пластины 10 мм размерами 600х150 мм — 2 шт., 300х80 — 1 шт.
- Полоса или вырезка из пластины 6-10 мм длиной 450 мм — 4 шт.
- Болты с гайками Ø 10 мм и 20 мм.
- Пружины на растяжение 200 мм.
Инструмент:
- Сварочно-слесарный — мощная болгарка, сварочный аппарат, дрель от 850 Вт (станок).
- Измерительно-разметочный — рулетка, угольники, маркер, кернер.
- Расходный материал — диски по металлу отрезные и шлифовальные, свёрла по металлу 6, 10 и 16 мм.
Станок будет состоять из пространственно-жёсткой рамы и съёмного автомобильного домкрата. Главное достоинство разборного станка — возможность использования домкрата отдельно — не нужно приобретать его специально для трубогиба. В принципе, силовой привод может быть хоть дизельный ДВС. Главная его задача — выдать достаточное усилие для преодоления сопротивления трубы.
Изготовление рамы
Рама состоит из двух зеркальных элементов — каркасных стенок — и пятки, на которую будет установлен домкрат. Элементы конструкции компонуются согласно чертежу.
 1 — болты; 2 — домкрат; 3 — оправка
1 — болты; 2 — домкрат; 3 — оправка
Разметка рабочей пластины производится от вертикальной оси (если рама стоит вертикально). Первые нижние отверстия располагаются в 40 мм от края и в 75 мм от оси. Оси крайних отверстий — в 25 мм от наружного края. Разметив таким образом первое и крайнее отверстия крыла, можно построить ось промежуточных отверстий, затем разбить её на равные отрезки. Пересечения рисок и наклонной оси будут осями отверстий.
Отверстия Ø 22 мм лучше сверлить в несколько подходов, постепенно увеличивая диаметр (например, Ø 6, Ø 10, Ø 18, Ø 22). Это особенно актуально, если в распоряжении нет сверлильного станка, а только дрель.
Внимание! Помните, что чем больше диаметр, тем ниже должна быть скорость вращения сверла и сильнее нажим.
Зеркальная пластина изготавливается аналогичным образом. Нижнюю упорную пластину следует разметить по осям равномерно и выявить места монтажных отверстий для домкрата. Пятка домкрата всегда имеет штатные отверстия для крепления.
Высота конструкции определяется размерами имеющегося домкрата и расстоянием от дна жёлоба оправки до контактной поверхности упорного ролика (бабки) строго по вертикали (размер а на чертеже). Расстояние а должно быть равно примерно 20 мм при полностью задвинутом штоке домкрата (без нагрузки). Это нужно для установки трубы минимального диаметра (15-16 мм).
Свободные углы (заштрихованы жёлтым) можно срезать. Все кромки и торцы следует ошлифовать болгаркой, желательно затем пройти диском «лепесток».
Сборка станка
Расстояние между зеркальными пластинами должно быть на несколько миллиметров больше максимального диаметра трубы, которую предстоит гнуть. Для станка данного типа оптимальный максимум — 50 мм. Итого между пластинами 53-55 мм. Упорные ролики должны быть точно такого размера (по высоте цилиндра), их следует установить в первую очередь перед сваркой. Определив местоположение стальных полос на пятке, свариваем конструкцию воедино.

Затем в нижней трети определяем оптимальное положение промежуточной полки и крепим к ней пружину обратного хода. Крепление пружины к штоку домкрата подбирается индивидуально, исходя из конструкции домкрата и подручных средств.
Специальные элементы
В трёхточечном трубогибе есть один нюанс — одну деталь никак не получится сделать в домашних условиях и придётся обращаться к токарю или покупать. Это оправка. Изготовление одной оправки стоит от 10 до 25 у. е. в зависимости от размера и сложности. Цена оправок в магазине — от 20 у. е.
Упорные ролики также достойны особого упоминания. Они могут представлять собой мощную стальную втулку под ось 20 мм (болт). По наружной плоскости можно наварить самодельные оправки под основные диаметры — 25, 32, 38 и 50 мм или профили. Оправку для упорного ролика можно изготовить, вырезав её из трубы большего диаметра и подрихтовать молотком.
Упрощённые варианты станка
Для большого объёма работ с тонкими (16-25 мм) трубами, а также тонкостенными (медь, алюминий, нержавейка) можно собрать простой вариант описанного станка буквально из нескольких полос металла. Такой станок будет в разы легче, но при этом диапазон диаметров заготовки ограничен. Главное отличие — отверстия расположены в ряд перпендикулярно штоку домкрата.
Если в наличии нет гидравлического домкрата, можно заменить его резьбовым, смонтировав на месте в упорную пятку рамы. Для этого нужно прожечь в ней отверстие и наварить гайку под резьбовой шток, подобно тому, как сделан трубогиб, видео которого расположено ниже.
Ручной трёхточечный трубогиб с резьбовым домкратом на видео
Удобство конструкции заключается в том, что её можно полностью видоизменять, сохраняя основной принцип трёх контактных точек. В итоге можно получить тот же трубогиб, но из других материалов. В стационарном исполнении он может выглядеть так:
Вертикальный трёхточечный трубогиб смотрите на видео
Вершиной удобства и технологичности, без сомнения, будет гидравлический домкрат с электроприводом. Это «высший пилотаж» домашнего мастера, но вполне возможный вариант при развитом навыке и доступе к токарному цеху. Такие модели есть в продаже.
Для того чтобы собрать трубогиб своими руками, важны не столько чертежи, сколько наличие инструмента и подручного материала — металла, колёс, подшипников и т. д. Используя наши советы и собственный навык, это вполне по силам домашнему мастеру.
При выполнении различных работ с трубами, часто нужно изогнуть их в определенной форме для решения тех или иных задач. Это выполняется посредством специализированного механического агрегата — трубогиба. Далее мы рассмотрим, как сделать ручной трубогиб для круглой профильной трубы своими руками, фото, видео и чертежи упростят задачу и помогут избежать ошибок.
Один из видов простого трубогиба
Конечно же, всегда можно купить и промышленный вариант. Но, такое оборудование довольно сложное в обращении, да и по стоимости его нельзя назвать самым доступным. Поэтому, как правило, значительно целесообразнее произвести ручной трубогиб для профильной трубы своими руками, чертежи и размеры присутствуют ниже, поэтому трудности у вас не должны возникнуть. Для изготовления пригодятся различные подручные средства. Такой инструмент довольно экономный в плане производства и весьма функциональный.
Итак, делаем самый простой трубогиб для профильной трубы своими руками.
Как правило, в бытовых или гаражных условиях делают оборудование фронтальной конфигурации, конструктивно состоящее из таких комплектующих:
- 3-х стальных роликов;
- цепи для привода;
- вращательных осей;
- механизма, приводящего в действие составляющие готовой системы;
- профилей из стали, требующихся для сооружения основных конструктивных частей.
Прежде, чем начинать непосредственно изготавливать трубогиб своими руками для профильной трубы, изучите фото, видео, схемы и чертежи. Предельно внимательно следует подойди к подбору и работе (и особенно их доработке, или адаптации) с чертежами, поскольку крайне важно добиться высокой точности и правильности конструкции с инженерной точки зрения. Вы можете воспользоваться чертежами от разных моделей трубогибов. Но лучше взять попроще, оптимальное решение – станок фронтального типа.

Схема простейшего трубогиба
Зачастую трубогиб профилегиб своими руками делают с деревянными либо полиуретановыми роликами. К данному решению следует подходить аккуратно, поскольку эти материалы не всегда способны выдерживать необходимые вам нагрузки. Нужно отталкиваться от прочностных свойств профтруб.
Чтобы соорудить трубогиб для профиля в домашних условиях своими руками, необходимы чертежи подходящей вам модели. Ниже представлена одна из разновидностей данного чертежа, которой вы можете воспользоваться для производства подобного рода оборудования:

Чертеж одной из моделей гибочного станка
Чтобы понять, как правильно сделать трубогиб своими руками, посмотрите видео, чертежи и описание технологии действия. Очень важно понимать технологическую сторону процесса. Обычно такое оборудование функционирует по принципу вальцовки либо прокатки, за счет чего минимизируется вероятность излома и повреждения трубы.
Труба помещается между валами установки, после чего проворачивается ручка. Технология предельно проста, однако дает возможность изгибать изделия, согласно четко заданным параметрам и получать в результате идеальную деталь для решения поставленной задачи.

Гибочная система, построенная на базе домкрата
Все необходимое, чтобы в гаражных условиях из имеющихся средств соорудить трубогиб для профильной трубы своими руками — размеры, чертежи и фото скачать предоставляется возможность в этом материале. Также рекомендуем вам смотреть видео на Ютуб про трубогиб своими руками, это позволит наглядно увидеть весь процесс изготовления и оценить возможные сложности в конкретном случае.
Для создания данного инструмента вам будут необходимы такие комплектующие:
- простой домкрат;
- профили и полка из прочной стали (из них будет сооружаться каркас);
- очень прочные пружины;
- 3 вала;
- цепь для привода;
- прочие составляющие (болты и другие мелкие детали).

Вариация профилегиба на домкрате
Изготавливаем трубогиб для профтрубы своими руками (фото, чертежи, картинки)
Соорудить подобного рода механическую систему довольно просто, но крайне важно придерживаться четкой последовательности действий и точности. Все должно строго соответствовать чертежам, иначе инструмент будет неправильно изгибать профиль. Чтобы соорудить трубогиб для профильной трубы своими руками, нужны картинки и чертежи, скачать бесплатно которые вы можете в данном материале.
Весь производственный процесс делится на несколько ключевых стадий:
- Подготовка надежного каркаса. Для соединения составных частей следует применять болты и сварку.
- Установка вращательной оси и роликов. Один вал устанавливается ниже двух других. Расстояния между осями валов определяет угол изгиба трубы. На этом этапе важно устанавливать элементы строго по чертежу.
- Механическая часть приводится в действие при помощи передачи цепного типа. В ее конструкции должно быть 3 шестерни. Необязательно использовать новую цепь, можно взять старую с любой техники.
- На одном из валов устанавливается ручка, благодаря чему его будет достаточно легко вращать легкими движениями без особых усилий. Ручка является одним из ключевых компонентов механизма для формирования нужного крутящего усилия.

Как изготовить горизонтальный трубогиб для профильной трубы своими руками – видео и инструкция
В процедуре сооружения подобного оборудования нет ничего сложного, главное следовать простым правилам и чертежу.
Процесс изготовления предусматривает выполнение следующей последовательности действий:
- Установите кольца, шестеренки и подшипники на прижимающий вал. Соединения выполняются шпоночным способом. Изначально необходимо начертить все названные элементы, затем выточить их на токарном станке. В конструкции будет 3 вала (2 с боков и 1 подвешенный на пружине).
- Сделайте отверстия в кольцах, чтобы создать пазы и нарезать резьбу.
- Изготовьте полку (для производства данной детали применяется швеллер, желательно прочный и массивный). В последнем тоже выполните отверстия и нарежьте резьбу, чтобы обеспечить возможность установки прижимающего вала.
- Соберите комплектующие в единую систему. Для соединения воспользуйтесь болтами и сварочным аппаратом. Сначала соберите каркас, выполняющий также функцию ножек агрегата.
- Подвесьте полку с зафиксированным на ней прижимным валом. На этом этапе вам понадобятся хорошие пружины. Произведите монтаж опорных валов по бокам. На одном из последних следует установить ручку.
- На завершающем этапе производится монтаж домкрата на оборудование.
Для лучшего понимания процесса посмотрите, как изготавливается самодельный трубогиб из домкрата для профильной трубы своими руками – видео на Ютуб:
Из вышеописанного делаем вывод, что произвести прокатный трубогиб своими руками из подручных материалов достаточно просто.
Но, процессу изготовления характерны определенные тонкости, которые следует обязательно принимать во внимание:
- крепящийся посредством шпонок прижимающий вал также необходимо прикрутить к полке;
- в процессе фиксации прижимного вала выполняйте действия в следующей последовательности: перед тем, как монтировать вал к полке, к ней необходимо приварить гайки, за которые будут цепляться пружины; по завершении монтажа нужно перевернуть полку и подвесить при помощи подходящих по усилию пружин;
- для натягивания цепи прекрасно подходит магнитный уголок, выполняющий функцию держателя;
- звездочки закручиваются посредством шпонок (для изготовления последних используйте гровер);
- на ручке привода предусмотрите прокручивающуюся трубку, так работать будет значительно удобнее и легче;
- монтаж домкрата должен осуществляется на подвесной платформе (для выполнения всех соединений опять же применяем обычные болты либо сварочный аппарат там, где это необходимо).
Изготовление гидравлического трубогиба для профильной трубы своими руками (чертежи и видео)
На этой странице имеется вся требующаяся информация, изучив которую вы сможете соорудить простейший станок трубогиб с домкратом своими руками (чертежи, фото, видео и инструкции). Многие мастера, особенно профессионального уровня, сооружают агрегат, оснащенный гидравлическим приводом, поскольку это повышает функциональность. Но, изготовить такое оборудование несколько сложнее, в сравнении с рассмотренным выше вариантом. Это довольно трудоемкий процесс. Поэтому рекомендуем вам посмотреть видеоролик, в котором подробно продемонстрирован процесс изготовления данного устройства.
Как собрать универсальный трубогиб своими руками – смотреть видео:
Исходя из конструкции и чертежа данного агрегата, выделяем входящие в его конструкцию составляющие:
- гидравлический домкрат (должен быть рассчитан на грузы весом от 5 т);
- башмак;
- 2-3 ролика;
- прочный стальной швеллер;
- толстые стальные пластины и прочие элементы.
Чтобы добиться требующихся параметров изгиба изделия на подобном самодельном станке, его следует расположить в башмаке, закрепив с двух сторон. Затем применяется домкрат, поднимающий шток которого оказывает давление на вал. Последний в свою очередь непосредственно воздействует на закрепленное изделие, постепенно выполняя требующийся изгиб. Когда труба будет согнута в соответствии с предварительно установленными характеристиками, ее можно демонтировать. Для этого достаточно немного прокрутить домкратный механизм назад, для расслабления всей системы.

Покрашенный гибочный станок для профтруб

Валы для механизма

Подшипники с шестеренками

Каркас профилегиба

Ролик для прижима

Движимая платформа вала прижима

Фиксация валов

Приводная цепь с натяжителем

Станок в собранном виде
Как сделать простой мини трубогиб для арматуры в домашних условиях своими руками – пошаговая инструкция:
- Основываясь на фотографиях либо чертежах, сделайте конструкцию, пригодную для фиксирования башмака, валов и каркаса будущей системы.
- Зафиксируйте стальную пластину на нижней площадке, где будет монтироваться домкрат. Зафиксируйте все болтами и установите ручку привода.
- Крайне важно подобрать соответствующие трубе вальцы. Необходимо обеспечить плотный обхват изделия. Если не удалось найти готовые, можно сделать самодельные. Монтаж башмака осуществляется под вальцами. Расположение последних относительно друг друга устанавливается, исходя из требующегося в конкретном случае радиуса изгиба.
- Чтобы закрепить валы с башмаком, выполните болтовые соединения. Представленный ниже чертеж содержит все параметры отверстий.

Вариация чертежа трубогиба
Технологические аспекты процесса гибки
Следуя несложным советам, вы избежите проблем и ошибок в процессе гибки. Гидравлические агрегаты позволяют гнуть профтрубу из практически любых материалов, в том числе со стенками довольно значительной толщины. Существует горячий и холодный способы изгибания изделий.

Разновидность устройства с домкратом
Проще всего использовать метод холодной гибки. Эта технология подходит для изделий из пластичных материалов. Особенность заключается в том, что профтрубу предварительно нужно заполнить песком, солью, маслом либо холодной водой. За счет этого удается значительно повысить качество изгиба, исключив повреждение изделия.
Если планируется гнуть толстостенную трубу, стоит воспользоваться горячим способом.

Разнообразные валы для различных видов труб
- В ручном станке допускается отсутствие звездочек. Устройство может быть построено на единственном приводном ролике. Прижимающий винт может быть заменен на домкрат.
- Пользуйтесь стальными крючками для исключения соскальзывания профтрубы при шаблонной гибке.
- Если необходимо достичь большого радиуса изгиба, стоит воспользоваться станком, оснащенным 3-мя роликами.
- Для достижения универсальности устройства стоит обеспечить подвижность упорных роликов. Это позволит корректировать радиус.
Посмотрите следующий видеоролик, чтобы понять, как работает бюджетный трубогиб для профиля, сделанный своими руками (Ютуб):
Для достижения максимальной точности изгиба рекомендуется воспользоваться специальным шаблоном. Его легко сделать из дерева. Такое решение позволяет достигнуть идеальной точности даже на самом простом самодельном станке.
При обустройстве участка или при подготовке к дачно-огородному сезону возникает необходимость в дугах из профильной трубы. Они нужны при устройстве теплицы, сборке или навеса. Покупать уже гнутые дуги накладно — цена выше раза в два чем на такой же ровный прокат. Выход — сделать своими руками, а чтобы облегчить процесс (руками это очень тяжело) надо сделать трубогиб для профильной трубы. Нужны будут швеллера или уголки, прокатные ролики и еще некоторое детали. Из инструментов — болгарка с диском по металлу, сварочный аппарата, линейка.
Конструкция профилегиба
Станок для гибки профильной трубы конструктивно отличается от обычного. Это связано во-первых, с большей устойчивостью профиля к изгибающим нагрузкам, а во-вторых, с тем, что радиус изгиба требуется обычно большой. Потому в конструкции присутствуют три ролика. Два из них установлены стационарно, один остается подвижным. При помощи подвижного ролика и изменяется радиус кривизны. Вообще трубогиб для профильной трубы есть двух видов: со средним подвижным роликом и с крайним (правый или левый — по желанию).
Устройство трубогиба со средним подвижным роликом
Два крайних ролика крепятся на корпусе неподвижно. Они приподняты над плоскостью основания. Для среднего ролика варится специальная П-образная станина. В середине ее перемычки устанавливается длинный прижимной винт большого диаметра. К нижнему концу этого винта крепится третий валик (можно приварить). Вращая этот винт валик опускается и поднимается, изменяя радиус изгиба профильной трубы.

К одному из неподвижных роликов приваривается тучка, при помощи которой труба прокатывается через станок. Чтобы для прокатки можно было прилагать меньшие усилия, два неподвижных валика соединяются при помощи цепи. Для эффективной передачи крутящего момента к валикам приваривают звездочки (можно от велосипеда), к ним подбирают цепь. Такой простейший механизм делает гибку профильной трубы намного проще.
С крайним подвижным валиком
В данной конструкции подвижным делают правый или левый ролик. Он двигается вместе с частью основания. Эта часть соединяется с остальной станиной при помощи мощных металлических петель.

Чертеж гибочного станка для профильной трубы с подъемной платформой
Изменять высоту можно при помощи домкрата, как показано на чертеже. Высота платформы в этом случае выбирается в зависимости от высоты домкрата. Радиус изгиба изменяется подъемом подвижной части стола.

В отличие от предыдущей конструкции этот трубогиб для профильной трубы приводится в движение от центрального валика — к нему приваривают ручку. Для уменьшения требуемого усилия можно также приварить звездочку к двум неподвижным валикам и передавать крутящий момент при помощи цепи.
Какие нужны материалы и нюансы конструкций
Основание трубогиба делают из швеллера или двух сваренных уголков. Толщина полочек — не менее 3 мм, ширину полок и спинку швеллера подбирайте под имеющиеся детали. Одно правило — основание должно быть массивным и надежным.
По краям платформы можно сделать несколько отверстий. Через них можно фиксировать станок к какому-то тяжелому основанию при помощи саморезов большого диаметра. Фиксация нужна, так как при изгибе труб с толстой стенкой усилия приходится прилагать значительные и удобнее работать, если станок закреплен прочно.

Несколько слов о роликах. Они должны быть сделаны из хорошей, качественной, желательно, закаленной стали. Именно на ролики и на оси, которые их удерживают, приходится большая часть нагрузки.
Надо сказать и о форме роликов. Они не должны быть гладкими — по краям должны быть валики, которые не дадут «гулять» трубе во время проката. Только при таких условиях дуга из профильной трубы будет ровной, а не покрученной. В идеале под каждый размер трубы нужны свои ролики. Но тогда конструкция усложняется — их надо делать съемными, продумывать надежный способ крепления. Второй вариант — сделать ролики сложной формы, такие как на фото. Выточить несколько ступенек под разные размеры труб.

На том же фото видно, что верхняя часть станины неровная, а зубчатая. С помощью таких зубьев можно ролики переставлять на разное расстояние и таким образом тоже регулировать радиус изгиба.
В общем и целом, собирают самодельные гибочные станки для профильных труб из того, что имеется под рукой или того, что найдут/купят недорогого. Кто имеет возможность — вытачивает ролики, вставляет подшипники. У кого такой возможности нет, используют то, что есть — вплоть до втулок от велосипедных колес. В целом надо понять конструкцию и
Хитрости для облегчения гибки труб
Чтобы ролики лучше двигались, используют подшипники. Но, в принципе, для самодельного трубогиба, который будет использоваться только от случая к случаю, можно сделать просто держатели из уголка или швеллера. Сделать в них дырку, которая чуть больше по размерам чем ось, на которую будет насаживаться валик. Это ось с надетым валиком пропустить через отверстия держателей и каким-то образом их зафиксировать (хоть наварить пару точек, которые будут стопорами). Во время работы для лучшего хода, смазывать трущиеся места густой смазкой типа Литола. Для промышленного и полупромышленного производства это не годится, но вот для изготовления дуг для теплицы или беседки своими руками — в самый раз.

Есть еще одна хитрость, которая помогает снизить требуемое усилие при изгибе профильной трубы. Использовать можно принцип увеличения передачи как в велосипеде. Использовать, кстати, можно звездочки от велосипеда. В этом случает ручку, которой приводят в движение валики, приваривают к маленькой звездочке. Ее устанавливают где-то на корпусе. На оси валов наваривают звездочки большего размера (но зубцы с тем же шагом). Все это соединяется подходящей цепью.

При таком устройстве передачи крутящего момента не нужен электрический привод — работать будет легко
И еще одно усовершенствование — при постоянном использовании трубогиба для профильной трубы, его имеет смысл механизировать. В этом случае ставят мотор, который работает на малых оборотах.
Порядок гибки профильной трубы на самодельных станках
За один раз получить требуемый радиус изгиба у вас вряд ли получится — слишком большое усилие требуется для этого. Вручную его создать нереально. Получают требуемый изгиб за несколько проходов:
- Сначала выставляют ролики так, чтобы получить небольшой изгиб, прокатывают трубу в одну сторону, затем вынимают из валков, разворачивают и вставляют другой стороной. Разворачивать необходимо, чтобы получить ровно изогнутую трубу.
- С тем же положении роликов протягивают ее несколько раз, до тех пор, пока кривизна уже не добавляется.
- Если требуемый радиус изгиба не достигнут, изменяют положение ролика и снова повторяют действия.

Изменение радиуса изгиба получается постепенно, иначе на самодельном трубогибе дугу из профильной трубы не сделаешь. Что делать, если надо повторить один и тот же изгиб? Сделать градуировку — отметить на какую высоту перемещался ролик, сколько раз прокатывали в каждом положении. При повторении отличия если и будут, то незначительные.
Сложность гибки заключается в том, что нет никакой шкалы и трудно без опыта получить задуманный радиус изгиба. Рано или поздно вы его получите, но испортить при этом можно много материала.
Видео-материалы
Объяснения и фото это хорошо, но увидеть процесс сборки или работу готового агрегата намного полезнее. В первом видео запечатлен процесс сборки (сварки) ручного трубогиба для профильной трубы. Выбран вариант с подвижным средним роликом.
Второе видео о работе простого трубогиба с подвижной платформой. Этот вариант для больших сечений не пригоден, но трубу небольшого сечения вплоть до 40*40 мм он согнуть в состоянии.
Как согнуть профильную трубу без станка
Получить дугу из профильной трубы без профилегиба можно двумя способами — используя сварку и шаблон. Начнем со сварки.
Получить дугу при помощи сварки
Профильную трубу надрезают болгаркой с одной стороны. Делают их через 15-30 см в зависимости от требуемого радиуса, сечения и толщины стенки. Надрезы не должны задевать одну сторону — ту, которая будет снаружи.

Подготовленную таким образом запчасть изгибают, придавая нужный изгиб. Для надежности края дуги можно зафиксировать, приварив к ним прут. Затем сваркой проходят по всем надрезам, заваривая их. И последний этап — шлифовка мест сварки и обработка антикоррозионными составами.
При помощи шаблона
Тонкостенные профилированные трубы можно гнуть вручную, используя шаблоны. Если нужна какая-то особая форма, ее можно вырезать из куска толстой фанеры или ДСП, закрепить на столе при помощи струбцин. На верстаке, где будем гнуть трубы, делают штук 8-10 отверстий. Шаблон располагают возле этих отверстий.

На одном конце трубы отверстия повторяют, с их помощью труба крепится к верстаку. Теперь свободный конец трубы начинают плавно тянуть, формируя изгиб, повторяющий форму. Тянуть надо плавно, без рывков.
Шаблон можно сделать и на земле. В землю забиваются трубы-колышки (глубина не менее полуметра). Они формируют требуемую дугу. Для упора забиваются два дополнительных кола, которые находятся в стороне от дуги. Расстояние, на которое надо отступить в сторону, чуть больше чем ширина трубы.

Вставив трубу, ее тянут в сторону дуги. Усилия нужны большие, работа тяжелая. Получится может только с тонкостенной цельнотянутой трубой. У шовной слишком большое сопротивление в области шва. Его вручную преодолеть очень трудно.
Довольно часто при изготовлении теплиц, парников, арок, ограждений, душевых кабин, металлической каркасной мебели и других конструкций применяются холоднокатаные профильные трубы, которые необходимо изогнуть. Решить такую проблему можно с помощью специального трубогиба, который хорошо справится с созданием изгиба труб. Однако приобрести фабричный вариант такого инструмента сможет не каждый. Поэтому домашние умельцы, да и многие профессионалы изготавливают трубогибы своими руками. Для этого нужно воспользоваться советами, изучить чертеж конструкции и посмотреть видеоинструкцию.
Трубогибы – конструкция и разновидности
Если для изготовления конструкции необходимо согнуть профильную трубу по радиусу, то с этим легко справится трубогиб, с помощью которого можно сделать изгиб до угла в 180 градусов. Это устройство способно изменить конфигурацию труб из нержавейки, металлопластика, алюминия. При этом изгиб производится по требуемым размерам и форме.
Конструкция трубогиба
Конструкция такого инструмента зависит от его разновидности. Однако обязательными элементами являются:
Сверху основной части станка может быть расположена проверка для уровня и пробка для заливки масла. На резьбовую часть инструмента наворачиваются планки установки, которые являются сварной конструкцией. Нижняя планка крепится фиксирующей гайкой, а верхняя прижимается двумя винтами и замком.
Для установки опор на поперечных пластинах устройства предусмотрены специальные отверстия. Снизу трубогиба имеются резьбовые отверстия для установочных болтов , которые регулируются по высоте.
Изгибаемая труба на такой конструкции располагается на ручье, который расположен в середине ее упора. Обеспечивающие сгибание сегменты должны быть изготовлены из стального точного литья.
На сегодняшний день все чаще для изготовления различных сооружений используются имеющие тонкую стенку профильные трубы. Поэтому конструкционный чертеж трубогиба для таких заготовок несколько отличается. Чтобы во время изгиба трубы не произошла деформация ее поперечного сечения, ролики по профилю следует выбирать такого же сечения, что и изделие.
Разновидности трубогибов
Имеющиеся в продаже профессиональные устройства для гибки труб могут иметь ручной, электрический или гидравлический привод.
 При этом самыми удобными считаются электромеханические инструменты
, с помощью которых может быть обеспечен наиболее точный радиус и угол изгиба. Использование такого трубогиба не влечет за собой каких-либо деформаций профиля.
При этом самыми удобными считаются электромеханические инструменты
, с помощью которых может быть обеспечен наиболее точный радиус и угол изгиба. Использование такого трубогиба не влечет за собой каких-либо деформаций профиля.
Конструкция с ручным приводом применяется для гибки труб небольшого диаметра.
Оснащенные гидроприводом трубогибы способны изогнуть заготовку, диаметр которой может быть до трех дюймов. Поэтому предназначен такой инструмент для выполнения масштабных работ.
Кроме этого, трубогибы могут различаться по способу воздействия на изделие , с помощью которого оно будет изогнуто. К таким способам относится:
- Арбалетный метод, при котором труба опирается на два стационарных ролика и гнется между упорами под воздействием расположенного на штоке шаблона.
- Намотка – при таком способе изгиба заготовка сначала приживается к ролику конструкции. Затем в точке гиба ставится упор. Ролик начинает вращаться и наматывать трубу между собой и упором. При этом шаблон и изделие подвижны.
- Обкатка является самым простым способом изгиба трубы. На таком устройстве шаблон неподвижен. Труба просто зажимается, а прижимной ролик перемещается и гнет трубу вокруг шаблона.
- Метод прокатки или вальцовки подразумевает собой использование трех вращающихся роликов. Один из них является центральным, а два опорными. На заготовку давит центральный ролик, поэтому относительно опорных элементов он должен быть установлен в соответствии с необходимым радиусом изделия.
 При изгибе труб первыми тремя способами радиус изгиба задается шаблоном. Кроме этого, при арбалетном способе все давление от штока передается на заготовку в верхней точке шаблона
, где металл больше всего подвержен растяжению. Поэтому тонкостенные изделия в этом месте могут терять форму или даже разрываться.
При изгибе труб первыми тремя способами радиус изгиба задается шаблоном. Кроме этого, при арбалетном способе все давление от штока передается на заготовку в верхней точке шаблона
, где металл больше всего подвержен растяжению. Поэтому тонкостенные изделия в этом месте могут терять форму или даже разрываться.
Практически не имеет недостатков метод прокатки. Именно вальцовкой в заводских условиях изготавливаются стальные отводы. Этим же способом намного легче и эффективнее делать изгиб профильных труб.
Трубогиб своими руками: чертеж, видео инструкция
Самодельные трубогибы могут быть сделаны в различных вариациях. Даже самые простые из них способны обеспечить радиус изгиба. Трубы на них сгибаются при помощи шаблона.
Простейший шаблонный трубогиб
 Шаблон для такой конструкции выполняется своими руками из деревянных досок
, толщина которых должна быть немного больше диаметра сгибаемых труб.
Шаблон для такой конструкции выполняется своими руками из деревянных досок
, толщина которых должна быть немного больше диаметра сгибаемых труб.
Доски выпиливаются с небольшим наклоном, что позволяет заготовке не соскальзывать. Между собой и к основанию доски крепятся любым удобным способом.
К тому же основанию рядом с шаблоном необходимо прикрепить упор , в который при сгибе будет упираться заготовка. Расстояние между ним и шаблоном должно быть таким, чтобы трубу в этот зазор можно было легко вставить.
Трубогиб готов и теперь его можно использовать по назначению. Для этого необходимо:
- Один конец заготовки вставить между упором и шаблоном.
- Взяться за противоположный конец трубы и аккуратными плавными движениями согнуть ее по шаблону.
- Чтобы заготовку можно было более легко и удобно согнуть, на ее противоположный конец можно надеть рычаг в виде трубы большего диаметра или прочного стержня.
Вместо деревянного шаблона по соответствующей линии изгиба на фанере можно закрепить металлические крючки. Такой трубогиб будет хорошо тем, что крючки можно переставлять , тем самым регулируя радиус изгиба заготовки.
Для того чтобы с помощью таких простейших инструментов можно было согнуть толстостенное изделие, рекомендуется применять ручную лебедку.
Как сделать трубогиб с прижимным роликом?
 Изготовленный из деревянных роликов инструмент имеет преимущество в том, что при его применении трубы не деформируются.
Изготовленный из деревянных роликов инструмент имеет преимущество в том, что при его применении трубы не деформируются.
Материал для основания такого трубогиба выбирается в зависимости от предполагаемых нагрузок. Поэтому для его изготовления берется плотная фанера или лист металла.
Держатель для прижимного и центрального ролика (шаблона) можно сделать из металлической заготовки П-образной формы. Он должен свободно вращаться вокруг прикрепленного к основанию центрального ролика. К держателю крепится рычаг в виде длинной ручки , а на основание – упор.
Для небольших заготовок можно своими руками выполнить прижимной трубогиб на два разных радиуса изгиба. Для этого шаблон нужно сделать с закругленными углами , каждый из которых должен иметь свой радиус. Ручка такого инструмента должна иметь два отверстия, с помощью которых ее можно снимать и устанавливать на другое место.
Гидравлический станок для гибки профильных труб
 Изготовление такого трубогиба своими руками является достаточно трудоемким процессом. Состоит он из гидроцилиндра, трубных упоров, нагнетательного устройства и планок.
Изготовление такого трубогиба своими руками является достаточно трудоемким процессом. Состоит он из гидроцилиндра, трубных упоров, нагнетательного устройства и планок.
Для того чтобы сделать гидравлический станок понадобится:
- гидравлический домкрат примерно на 5 тонн;
- металлические пластины;
- швеллер;
- 2-3 ролика;
- башмак.
В первую очередь следует выполнить конструкцию из швеллера, которая должна быть оснащена роликами и башмаком. После этого из аналогичного материала делается каркас станка.

Последнюю платформу станка нужно будет укрепить металлическими пластинами. После этого на эту полку устанавливается домкрат. Конструкция закрепляется болтами и к ней крепится ручка.
Выполненные для гидравлического трубогиба ролики устанавливаются на равной высоте в прямоугольном швеллере и крепятся при помощи болтов. Ниже нужно будет установить башмак. Расположение этих элементов определяет необходимый радиус изгиба трубы.
Станок с гидравлическим приводом готов. Более подробную инструкцию его изготовления своими руками можно посмотреть по видеоролику.
Технология гибки:
- Труба вставляется в башмак и обеих сторон закрепляется.
- Далее задействуется домкрат, ручку которого нужно начать медленно вращать.
- Создаваемое гидравлическим приводом усилие будет передаваться на ролик и изделие начнет сгибаться под заданным углом.
Работу станка остановить можно в любой момент. А чтобы вытащить трубу, достаточно будет прокрутить ручку в противоположную сторону на пару оборотов.
Гнуть профильные трубы в домашних условиях можно самыми различными изготовленными своими руками конструкциями. И домашние мастера, и профессиональные инженеры все больше совершенствуют самодельные трубогибы, чертежи которых можно найти в интернете.
Профильная труба справедливо считается одним из наиболее популярных в домашнем хозяйстве материалов. Из трубы изготавливают до 90% каркасов и несущих конструкций самодельных гаражей, пристроек, всевозможных инструментов и приспособлений. Зачастую, чтобы добиться необходимой кривизны профильной трубы, например, для постройки арочной крыши, нужен трубогиб, способный работать как с обычной, так и с профилированной трубами.
Как сделать самодельный трубогиб для профильной трубы
Изогнуть профилированную трубу по заданному радиусу можно несколькими способами:
- Обкатывая разогретую газовой горелкой профилированную трубную заготовку вокруг болванки шаблона или в специальном зажиме. Такая схема трубогиба может быть собрана за 10 минут, потребуется только засыпать трубу песком и правильно подобрать калибр болванки, на которой формируется изгиб;
- На самодельном трубогибе рычажно-роликовой конструкции. В этом случае профилированная труба изгибается по отдельным секторам. Конструкция трубогиба очень проста в изготовлении, но при формировании дуги потребуется определенный навык в работе, чтобы на всей профилированной трубе выдерживался один радиус кривизны;
- С помощью прокатно-роликового трубогиба. Преимуществом подобной схемы является возможность максимально точно выдержать радиус кривизны, поэтому можно изготовить необходимое количество изогнутых профилированных отрезков практически любой длины.
К сведению! Ручным и рычажным трубогибами возможно изогнуть профилированную трубную заготовку самым сложным образом, но изготовить два одинаковых по кривизне отрезка крайне сложно.
Поэтому и ручной, и рычажно-роликовый трубогибы используются для единичного изготовления всевозможных деталей и переходников, например, при ремонте систем водопровода, несложных строительных конструкций. Прокатно-роликовая конструкция трубогиба позволяет выгнуть относительно простые изделия из профилированной трубы, но в неограниченном количестве раз.

Ручной способ изгиба разогретой профильной трубы на калиброванной болванке используется с незапамятных времен и дает неплохие результаты. Лучше всего получается изогнуть обычную трубу, для профилированной потребуется вдвое увеличить количество гибочных переходов, чтобы на гранях не происходило образования брыжей или волн. Труба перед разогревом заполняется чистым и сухим прокаленным песком. Концы завариваются сваркой или запрессовываются металлическими пробками.
Настоящий трубогиб для профильной трубы своими руками
Устройство прокатного трубогиба отличается от предыдущих вариантов тем, что перед изгибанием профилированной трубы выполняется установка необходимого радиуса кривизны, после этого трубная заготовка с помощью цепного привода и пары роликов достаточно быстро прокатывается в изогнутый профиль.
Проще всего собрать трубогиб своими руками, чертежи которого приведены ниже.
Конструкция прокатно-роликового трубогиба состоит из нескольких базовых узлов:
- Массивной станины, сваренной из швеллера. Конструктивно станина трубогиба представляет собой две стойки, приваренные к массивной плите основания. На стойках закрепляется домкрат, с помощью которого создается необходимое усилие для деформации металла;
- Система роликового привода. После прижатия домкратом профилированной трубы к роликовой поверхности происходит деформация металла трубы с одновременным прокатыванием профилированного материала;
- Система цепного привода используется для протягивания профилированной трубы через деформирующую линейку трубогиба.
Принцип работы и скорость изгиба можно дополнительно уточнить из видео:
Собираем станину и приводной механизм трубогиба
Первоначально собирается станина трубогиба. Для этого две вертикальные стойки свариваются в П-образную вертикальную конструкцию.

Далее на изготовленную опору приваривается винтовая пара винт-гайка от домкрата с подъемным усилием не менее пяти тонн. Особое внимание требуется уделить точной установке винтовой гайки, чтобы при заворачивании винт опускался строго в вертикальном направлении.
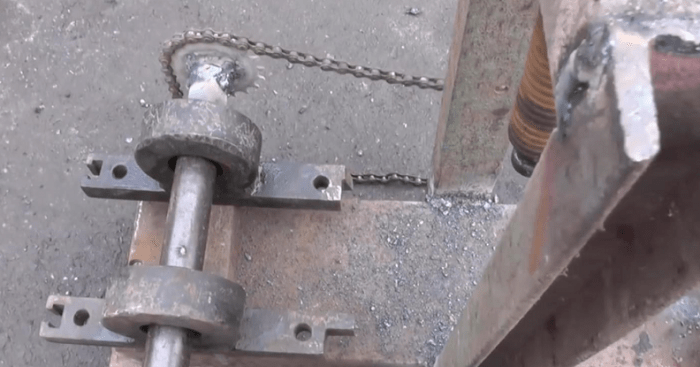
На следующем этапе привариваются две роликовые опоры, насаженные на 30-ти миллиметровую литую ось. С боковой стороны на ось сваркой крепится звездочка от велосипеда. Таким образом, получается цепная передача. Чтобы привод станка работал без проскальзывания, потребуется изменить длину цепи под реальное расстояние между звездочками.

Последовательность работы трубогиба:
- На ролики закладывается профилированная труба и прижимается винтом, после первого прокатывания замеряют положение винта и измеряют радиус изгиба;
- Чтобы получить требуемую кривизну профилированного материала, вертикальным винтом пропорционально изменяют величину деформации;
- Наиболее массивные профилированные трубы прокатывают в несколько заходов.
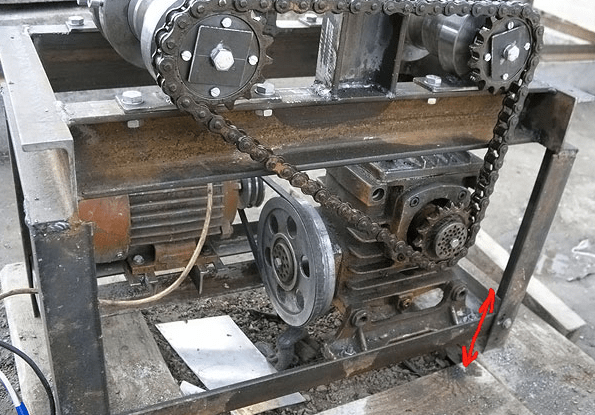
Точность изгиба профилированной трубы можно легко оценить по фотографии. Изгибание профиля является достаточно тяжелым и трудоемким мероприятием, поэтому, если трубогиб планируется использовать на постоянной основе, есть смысл оборудовать станок электродвигателем с редуктором.

Для заготовок сечением более 30-ти миллиметров вместо велосипедных цепей и звездочек используют запчасти от привода ГРМ «волговских» и «москвичевских» двигателей.
Роликово-рычажный вариант трубогиба
Более простая и доступная в изготовлении конструкция трубогиба представлена на чертеже и на фото.
В основе конструкции используется пара из гибочного ролика и опорной плиты. Привод головного ролика осуществляется с помощью двухметрового рычага, что позволяет получить на изгибающем инструменте огромное усилие, примерно около полутора тонн. Сам ролик представляет собой двадцатисантиметровый круг с центрирующими бортами. Ширина между бортами равна сечению профилированной трубы.

Важно! Инструмент приходится подгонять под параметры профтрубы заменой главного ролика на инструмент с соответствующей шириной гибочной части.
Процесс выгибания профилированной трубы идет поэтапно. Заготовку размечают на несколько секторов. В станок профиль закладывается и фиксируется с помощью струбцин по выполненной ранее разметке.

Простым поворотом на заданный угол профтруба изгибается по заданному радиусу. Далее необходимо переставить следующий сектор и повернуть рычаг точно на заданный угол. От того, насколько точно выполняется позиционирование сектора профилированной трубы в зажиме станка, зависит стабильность радиуса изгиба.
Наиболее удачные конструкции трубогибов
Чтобы добиться высокой производительности, в изгибе профтрубы зачастую используют не два ролика, а три, и вместо винтового домкрата применяется гидравлический привод. В этом случае можно изгибать профилированную трубу с сечением до 50 мм.
Трехроликовые трубогибы позволяют получать не только плоскую, но и винтовую спиралевидную форму. Разумеется, что деформирующее усилие возрастает в несколько раз, поэтому привод трубогиба оснащается редуктором.

Намного сложнее выгнуть четырехугольный профиль в направлении меньшей стороны прямоугольного сечения. В этом случае трубогиб приходится использовать минимум в четыре прохода. Если используется сварной профиль, перед прокаткой рекомендуется подогревать его до 200 о С.
Заключение
Средняя стоимость постройки трубогиба своими руками составляет 70-90 долл. Если для строительства арочной крыши из поликарбоната необходимо изогнуть более пяти профилей, постройка станка вполне оправдает затраты. Для меньшего количества профилированных труб более выгодно экономически выполнить профилирование в ремонтной мастерской. Подобные станки очень популярны среди любителей работать своими руками, поэтому удачную конструкцию можно продать или отдать в аренду, и тем самым оправдать большую часть затрат на его изготовление.



