Здравствуйте, уважаемые читатели! Декор из стеклянных бутылок, довольно популярен в последнее время, кстати, данную тему мы уже рассматривали в обзоре « «, а так как многих интересует вопрос, как обрезать стеклянную бутылку в домашних условиях, без применениях стеклореза, то сегодняшний мастер-класс я хочу посвятить простому, но интересному способу разрезная бутылки ниткой…
В связи с чем, тема данного мастер-класса «Как разрезать бутылку ниткой — ничего сложного!».
Для работы нам понадобится:
- Стеклянная бутылка;
- Шерстяные нитки;
- Растворитель (можно керосин, спирт, одеколон, ацетон);
- Ножницы или канцелярский нож;
- Перчатки (уберегут кожу рук от воздействия растворителя);
- Зажигалка или спички;
- Для защиты глаз на всякий случай очки (на самом деле никаких осколков нет, но осторожность лишней не бывает);
- Глубокий тазик, наполненный холодной водой.


Итак, как обрезать бутылку ниткой? Берем шерстяную нить, отмеряем и отрезаем ее таким образом, чтобы хватило на 3-4 оборота бутылки.
Погружаем вымеренную и отрезанную нить в растворитель, и немедля обматываем бутылку, в том месте, где планируется осуществить «надрез». Нить можно просто обмотать или же завязать узелком, в данном мастер-классе я осуществила просто обмотку.


После чего данную нить поджигаем спичками или зажигалкой, причем бутылку лучше держать в наклонном положении — строго горизонтально (параллельно земле), аккуратно прокручивая вокруг оси. 

Огонь будет гореть примерно 30-40 секунд, как только зажженная нить потухнет — быстро опускаем бутылку в подготовленный тазик, наполненный холодной водой.


Далее будет слышен характерный звук треснувшего стекла, и бутылка мгновенно разделится на две части. Данный вид резки стекла основан на быстрой смене температур, все мы знаем из уроков физики, что при нагреве стекло расширяется, а при охлаждении сужается, соответственно при резкой смене температур происходит своего рода разрушение стекла и оно попросту трескается!





Это статья о том, как мы проверяли разные способы резки стеклянных трубок.
Собственно изготовление пипеток сводится к двум операциям:
- Резка длинных стеклянных трубок на кусочки по 70 мм.
- Оплавление краев отрезков, одного края - для получения дозирующего отверстия, а другого – для сглаживания острых краев стекла.
С оплавлением трубок вопросов не было. У нас богатейший опыт по разработке оборудования . А вот с резкой стеклянных трубок мы столкнулись впервые.
Прежде всего, посмотрели в интернете ”Как отрезать стеклянную трубку”. Самый распространенный способ выглядит так:
- В месте, где нужно разрезать трубку, сделать небольшой надпил алмазным надфилем.
- Взять трубку с двух сторон и надломить ее, растягивая в стороны.
Существуют еще способы с прогреванием стекла и резким охлаждением. Какие-то не очень технологичные способы.
Попробовали так:
- Надпилили алмазным надфилем трубку.
- Положили на край стола, так, чтобы место надпила немного выступало за стол.
- Придавили часть трубки к столу.
- Надавили на выступающую часть.
- Кусок трубки легко отломился.
Край получился ровным. Попробовали разные варианты надрезов. Выяснили, что при отламывании, край стекла получается ровным, если надрез достаточно глубокий или длинный по периметру трубки.
Решили делать длинный надрез по периметру алмазным стеклорезом. Сделали макет устройства по такому принципу.
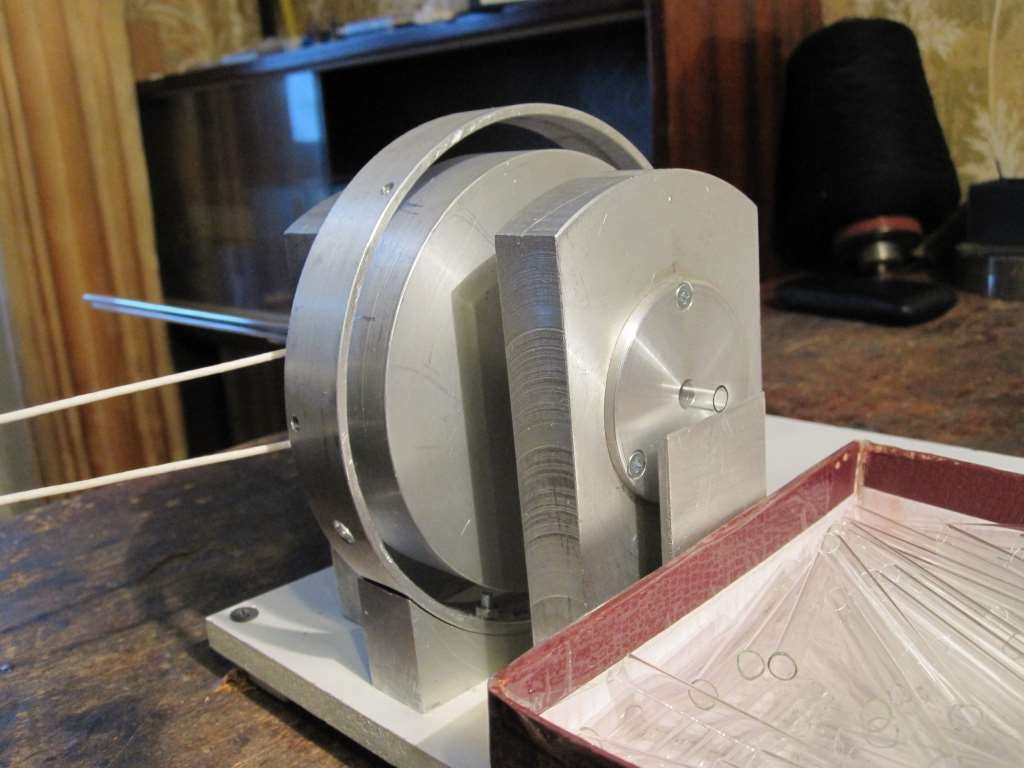
В качестве режущего элемента использовали алмаз для стеклореза, ресурс работы которого составляет не менее 500000 отрезов по заявлениям изготовителя. Режущий узел является расходным материалом, легко заменяемым обслуживающим персоналом, со стоимостью не более 600 руб.

На этом этапе был собран упрощенный макет. Поворот диска отрезного механизма производился вручную. В будущем это будет делать шаговый двигатель с управлением от . Отсутствовали также электромагнит прижима резца, ролики подачи трубки и датчик останова подачи.
Во время испытаний узла нарезки происходили следующие операции.
Диск отрезного механизма через трос в ручную поворачивался на 180°. Происходил надрез стекла трубки.

Трубка выдвигалась вперед, чтобы надрез попал на ребро упора.

Вертикальным нажатием руки трубка отламывалась.

Было проведен отлом 500 кусков.
Качество отрезов оказалось просто замечательным.

Мы даже разработали узел отрезки трубок по такому принципу и установили его на станок.


Когда начали испытывать механизм в боевом режиме, выявили недостатки.
- Диск получился инерционным. Особенно усугублял эту проблему тяжелый электромагнит (черный цилиндр). Чтобы провернуть диск на 180 ° и назад требовалось значительное время даже при мощном шаговом двигателе.
- Резкая остановка такого инерционного механизма вызывала неприятный стук и вибрации.
- Очень сложно было выставлять алмаз, попадать на его режущий край.
- Как результат – низкая производительность и надежнось.
Тогда поступили намного проще и технологичнее. Надпил стали делать алмазным диском.

Диск опускался, делал неглубокий надрез, примерно 0,5 мм. Дальше трубка поступала в узел отламывания, надрезанный кусок отламывался и падал в бункер.
Узел резки получился очень удачным. Да и тоже. По такому принципу может быть создано различное оборудование для резки стеклянных трубок. Оборудование малых габаритов, надежное, производительное, дешевое.
Т.е. идеальное оборудование для малого бизнеса.
Работы по дереву и стеклу Коршевер Наталья Гавриловна
Обрезка стеклянных трубок различного диаметра
Когда необходимо разрезать такое изделие, как стеклянная трубка, поступают следующим способом.
В месте требуемого разделения трубку надтачивают напильником. В том случае, если диаметр трубки больше 1 см, предварительно нужно сделать прорез по всей поверхности, то есть образовать ровное кольцо. На стеклянных трубках меньшего диаметра достаточно произвести линейный прорез. Но для получения более ровного края среза желательно также проточить трубку вокруг. Переламывать обработанную трубку нужно осторожно, на руки лучше надеть рукавицы.
Данный текст является ознакомительным фрагментом. Из книги Правила устройства электроустановок в вопросах и ответах [Пособие для изучения и подготовки к проверке знаний] автора Красник Валентин ВикторовичКоэффициент использования основных типов изоляторов и изоляционных конструкций (стеклянных и фарфоровых) Вопрос. Как следует определять коэффициент использования k изоляционных конструкций, составленных из однотипных изоляторов?Ответ. Следует определять какk = kи ·
Из книги Работы по дереву и стеклу автора Коршевер Наталья ГавриловнаСгибание стеклянных трубок Описанным ниже способом можно согнуть трубку диаметром до 1 см. Для этого необходимо трубку хорошо разогреть, держа ее над пламенем и при этом поворачивая вокруг оси. Когда трубка покраснеет в намеченном месте сгиба, ее перегибают, а затем
Из книги Краткое руководство слесаря-ремонтника газового хозяйства автора Кашкаров Андрей ПетровичГлава 3 Газоанализаторы различного назначения В этой главе будут рассмотрены устройства бытовых газоанализаторов и их технические
Из книги Материаловедение. Шпаргалка автора Буслаева Елена Михайловна25. Зависимость механических и физических свойств от состава в системах различного типа Свойство – это количественная или качественная характеристика материала, определяющая его общность или различие с другими материалами.Выделяют три основные группы свойств:
Из книги Крыши. Устройство и ремонт автора Плотникова Татьяна ФедоровнаТипы стеклянных крыш Крыши из стекла могут быть нескольких типов:? викторианская в форме купола наподобие шатра или цирковой крыши, она подходит для круглых или овальных помещений;? георгианская имеет вид четырех соединенных между собой скатов, увенчанных башенкой на
Из книги автораОсобенности возведения стеклянных крыш Новейшие строительные технологии позволяют воплотить в жизнь любое пожелание домовладельца относительно выбора формы будущей крыши. Но форма крыши будет различаться в зависимости от того, в каком регионе производится
Для получения острого небольшого пламени внутреннюю трубку подвигают ближе к выходному отверстию колпака 4 и усиливают подачу воздуха. Удаляя сопло 5 от выходного отверстия, можно получить сильно шумящее широкое высокотемпературное пламя 8.
При зажигании паяльной горелки прежде всего открывают газовый кран, зажигают газ и уже после этого включают подачу воздуха.
Если нет лабораторной воздуходувки, то вместо нее применяют бытовой пылесос, вставляя в его выходное отверстие резиновую пробку со стеклянной трубкой и резиновым шлангом. Около воздушного крана 1 помещают тройник с надетым на него отрезком резиновой трубки, зажатой винтовым зажимом (см. рис. 37). Это позволит выпускать излишек воздуха при работе с малым дутьем.
Если в лаборатории есть сеть сжатого воздуха, то необходимость в воздуходувках, естественно, отпадает.
Разрезание стеклянных трубок. Чтобы разрезать стеклянную трубку диаметром не более 12 мм, сначала в избранном месте делают надрез или царапину алмазом, стеклорезом или ребром трехгранного напильника. Надрезать трубку по всему периметру нет необходимости, достаточно одной четверти окружности.
Многократное надпиливание нецелесообразно, так как оно только ослабляет действие первого надреза. Затем берут трубку обеими руками так, как указано на рисунке 1, б. Энергичное сгибание трубки в сторону, противоположную надрезу, и одновременное ее растягивание вызывают разлом трубки по окружности. Рекомендуют предварительно смачивать место надреза водой или водным раствором мыла. В этом случае стекло легче обламывается, а края разлома получаются более гладкими. Если для нанесения царапины применяют напильник, то трубку в месте надреза надо не пилить, а сделать только царапину.
Для разрезания трубок диаметром более 15 мм наносят царапину по всей окружности трубки, а затем накаленной докрасна железной проволокой толщиной около 3 мм и согнутой в виде полуокружности обводят трубку вдоль царапины. При этом почти всегда под царапиной образуется глубокая трещина, и трубка легко ломается. Если трещина не образуется, то трубку, сняв с проволоки, быстро охлаждают, сильно подув на нагретую часть или направив на нее струю воздуха. Более удобно железную проволоку закрепить в штативе, раскалить, а затем, положив на нее трубку с нанесенной царапиной, медленно вращать ее вдоль по надрез. Через некоторое время трубка разламывается.
Иногда трубку диаметром 20-25 мм надрезают так же, как и трубки с диаметром менее 15 мм, но ломают не руками, а положив ее на край стола, причем надрез должен находиться сверху, а острая кромка стола - снизу. Одной рукой придерживают конец трубки, лежащей на столе, другой берут второй ее конец и, одновременно оттягивая и изгибая, ломают трубку.
Некоторые химики предпочитают другой прием разлома надрезанных трубок. Два асбестовых шнура одинаковой длины смачивают водой и обматывают ими трубку с двух сторон на одинаковом расстоянии (4-5 мм) от места кругового надреза, соблюдая параллельность между шнурами,иначе разрез получится неровным. Затем на место надреза направляют острое пламя 7 паяльной горелки (см. рис. 1, а) и трубку равномерно вращают в пламени до образования кольцевой трещины. Этим способом разрезают стеклянные трубки любого диаметра из стекла любой термостойкости.
Если в лаборатории есть алмазная пила, то она заменит все приведенные выше приспособления для резки стеклянных трубок.
Толстостенные капилляры и стеклянные палочки диаметром от 3 до 10 мм разрезают обычным способом на излом, если их длина превышает 50-100 мм. Чтобы отрезать от капилляра небольшую часть размером 10 мм и меньше, капилляр кладут на
Рис. 2. Сгибание стеклянной трубки: а - нагревание в пламени "ласточкин хвост"; 6 - неправильно согнутые трубки; в - способы закрытия одного конца трубки
одну из острых граней призмы (рис. 1, в) надрезом вверх так, чтобы грань находилась точно под надрезом. Затем, придерживая рукой длинную часть капилляра, резко ударяют ножом по той части, которую нужно отрезать. Капилляр откалывается точно по надрезу.
Отрезанные края трубки оплавляют в пламени горелки или осторожно зачищают

напильником с мелкой насечкой. Однако удобнее сточить края шлифованием. Для этого применяют наждачный диск либо наждачный порошок. На толстую стеклянную пластину помещают порошок, смоченный водой, маслом или глицерином. Стачиваемую трубку в вертикальном положении водят круговыми движениями по пластине и одновременно осторожно прижимают к ней трубку. Для получения гладкой поверхности конец трубки дошлифовывают при помощи более тонкого наждачного порошка.
Сгибание трубок. Трубки диаметром до 30 мм сгибают на газовой горелке с широким плоским пламенем, для получения которого на газовую горелку надевают насадку "ласточкин хвост" (рис. 2, а). Трубку нагревают в таком пламени по всей его ширине, вращая равномерно со скоростью примерно один оборот за 2 с. После размягчения трубку сгибают вне пламени кверху. Перед сгибанием трубку прекращают вращать в пламени и подогревают лишь нижнюю часть размягченного стекла. При этом некоторое количество стекла стечет вниз в подогреваемую зону - будущую внешнюю сторону изгиба. Этим самым увеличивают толщину стенок внешней стороны угла. Сгибать сильно размягченную трубку не рекомендуется, так как в месте сгиба образуется складка (рис. 2, б). Чтобы избежать неровностей в месте сгиба, один конец трубки перед нагреванием закрывают кусочком асбестовой ваты либо отрезком резиновой трубки со стеклянной палочкой (рис. 2, в). При сгибании в открытый конец трубки вдувают не слишком сильно
воздух. Вмятины с внутренней стороны угла устраняют, вторично разогревая в пламени внутреннюю часть трубки, поддувая и выравнивая ее, при этом не следует размягчать внешнюю сторону угла.
Для изготовления U-образных трубок диаметром до 20 мм трубку нагревают мягким широким пламенем, постоянно вращая и сдавливая по длине стекло несколько больше, чем при сгибании под углом. Получив утолщенные стенки, прекращают вращение и, согнув немного трубку под тупым углом, подогревают нижнюю часть утолщенного стекла. Затем трубку выводят из пламени и сгибают до получения U-образной формы, держа подогретой частью вниз. После сгибания сразу же раздувают размягченную часть до диаметра, равного диаметру исходной трубки. Если внутренняя часть U-образной трубки получилась не совсем ровной, то выравнивают ее на узком пламени горелки, поддувая и осаживая.
В процессе работы место сгиба иногда начинает мутнеть (расстекловывание). Тогда в пламя горелки вносят кусок асбестовой ваты, надетый на железную проволоку и пропитанный концентрированным водным раствором хлорида натрия. Пламя приобретает ярко-желтый цвет и поток пара NaCl, попав на мутнеющую часть трубки, образует на ее поверхности легкоплавкое стекло, прекращающее расстекловывание. Поэтому стакан с водным раствором хлорида натрия и кусок асбестовой ваты на проволоке всегда должны быть под рукой.
Согнутую еще горячую трубку нужно закоптить в светящемся пламени горелки и положить на асбестовый картон, защитив ее от сквозняка.
Оттягивание трубок и получение капилляров проводят нагреванием трубки в желаемом месте при непрерывном ее вращении до размягчения. Если нужно получить капилляр, то трубку вынимают из пламени и не спеша растягивают обеими руками. В зависимости от степени размягчения и скорости растягивания получают капилляры с разными толщиной стенки и диаметром. Чем длиннее нагретая часть трубки, тем более острый конус получается при растягивании и, наоборот, для крутой перетяжки трубки ее следует нагревать на остром пламени горелки (см. рис. 1, а). Когда трубка остынет, ее обрезают в нужном месте и оплавляют. Впервые работающим со стеклом рекомендуется при растяжении трубки держать ее вертикально, тогда не будет опасности, что капилляр изогнется.
Запаивание конца трубки. Для запаивания сначала оттягивают конец трубки и отрезают полученный капилляр 1 (рис. 3, а). Затем вновь нагревают полученный конец трубки острым пламенем горелки, вращая трубку, и не вынимая ее из пламени, оплавляют конус трубки возможно ближе к его концу (позиция 2).
Рис. 3. Запаивание конца трубки (а), соединение трубок (б) и выдувание шарика (в)
После этого конец трубки нагревают в шумящем пламени (см. рис. 1, о) и для устранения утолщения на ее конце осторожно, только при помощи щек, вдувают в трубку воздух пока не получится правильный округлый конец (позиция 3 и 4 на рис. 3, а). Вдувать воздух надо в тот момент, когда стекло еще достаточно мягко и поддается раздуванию.

Если запаянный конец не раздут, а остается утолщение (позиция 3), он может лопнуть при остывании или потом через некоторое время.
Соединение трубок. Спаивать можно лишь трубки близкого химического состава, обладающие приблизительно одинаковым коэффициентом объемного расширения и одинаковой температурой размягчения. В противном случае трубки хорошо спаять не удается или при охлаждении они снова распадаются в месте спайки. Все стеклянные трубки перед спаиванием должны быть тщательно вымыты и просушены. Загрязненные торцы трубок следует отрезать.
Для соединения две трубки одного диаметра с ровно обрезанными концами оплавляют в пламени горелки одновременно (позиция 2, рис. 3, б). Второй конец трубки, которую держат в левой руке, должен быть закрыт пробкой или асбестовым тампоном. Как только концы трубок после размягчения начнут суживаться, их удаляют из пламени, осторожно соединяют так, чтобы они составляли прямую линию и прижимают друг к другу- Затем место спая нагревают на остром пламени и набирают стекломассу (утолщают стенку) (позиция 3), после чего место соединения немного раздувают на 3-5 мм больше диаметра исходных трубок (позиция 4). Эту операцию проводят для того, чтобы выровнять, насколько это возможно, толщину стенок.



